কার্বন ফাইবার উৎপাদন পলিঅ্যাক্রাইলোনাইট্রাইল (পিএএন) বা রেয়নের মতো প্রিকিউরসর উপকরণ দিয়ে শুরু হয়। এই প্রিকিউরসরগুলি জটিল রাসায়নিক চিকিত্সা, উত্তপ্তকরণ, প্রসারণ এবং অবশেষে কার্বনিজেশনের মধ্য দিয়ে যায় এবং অত্যন্ত শক্তিশালী মাইক্রো-ফাইবারে পরিণত হয় যাদেরকে "ফিলামেন্ট" বলা হয়। ব্যবহারিক প্রয়োগের জন্য হাজার হাজার ফিলামেন্টগুলিকে একত্রিত করে "টো"-এর মধ্যে প্যাক করা হয়। টো স্পেসিফিকেশন (যেমন: 1K, 3K, 6K, 12K) এর নির্ধারণ করা হয় এতে থাকা ফিলামেন্টের সংখ্যা অনুযায়ী।

"K" চিহ্নটির ব্যাখ্যা:
"K" এর অর্থ "কিলো" (হাজার)।
1K টো : প্রায় 1,000 কার্বন ফিলামেন্ট ধারণ করে।
3K tow : প্রায় 3,000 কার্বন ফিলামেন্ট ধারণ করে।
6K tow : প্রায় 6,000 কার্বন ফিলামেন্ট ধারণ করে।
12K tow : প্রায় 12,000 কার্বন ফিলামেন্ট ধারণ করে।
সরল ভাষায়: নিম্ন K-মান পাতলা, হালকা এবং বেশি নমনীয় টো নির্দেশ করে; উচ্চতর K-মানগুলি বেশি মোটা, শক্ত এবং ভারী টোগুলি নির্দেশ করে। K-মানের পছন্দ সরাসরি চূড়ান্ত কার্বন ফাইবার কাপড়ের বৈশিষ্ট্য এবং প্রয়োগের ফলাফলকে প্রভাবিত করে।
টো স্পেসিফিকেশনের মধ্যে পার্থক্যসমূহ:
আকৃতি এবং টেক্সচার :
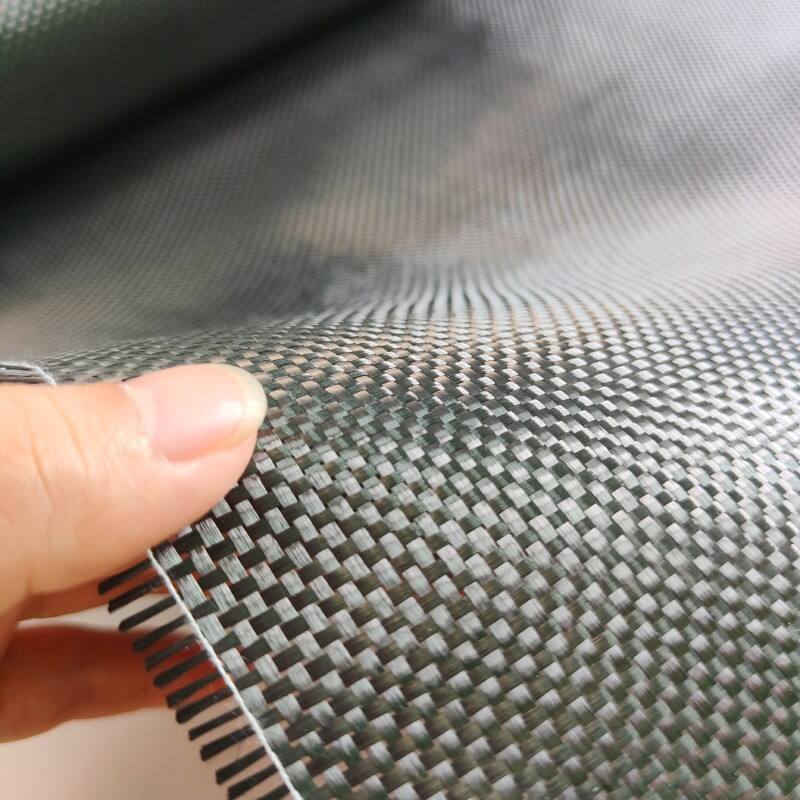
নিম্ন-K টো (যেমন, 1K, 3K) :: সূক্ষ্ম টেক্সচার, ছোট/ঘন নকশা এবং একটি সূক্ষ্ম চেহারা সহ কাপড় (যেমন, প্লেইন ওয়েভ, টুইল) তৈরি করে। উচ্চ-দৃশ্যমান পৃষ্ঠের জন্য আদর্শ।
উচ্চতর-K টো (যেমন, 12K) :: স্পষ্ট এবং প্রাবল্যপূর্ণ নকশা এবং একটি কঠোর দৃশ্যমান প্রভাব সহ কাপড় তৈরি করে।
*সারসংক্ষেপ: সূক্ষ্ম পৃষ্ঠের জন্য নিম্ন-K (1K, 3K) এবং কাঠামোগত প্রাবল্যের জন্য উচ্চতর-K (12K) বেছে নিন।*
ওজন এবং মোটামুটি পুরুতা :
অভিন্ন বয়ন কাঠামোতে, উচ্চতর K-মানগুলি প্রতি একক ক্ষেত্রফলে (gsm) বেশি ওজন ফলে পুরু ও ভারী কাপড় তৈরি হয়। 12K টো-এ 3K টো-এর তুলনায় 4 গুণ বেশি ফিলামেন্ট থাকে, যা ফলে ফাইবারের পরিমাণ বেশি হয়। এটি বড় অংশ বা দ্রুত পুরুতা/শক্তি বৃদ্ধির জন্য উচ্চ-K কাপড়কে আরও কার্যকর করে তোলে।
নমনীয়তা এবং প্রক্রিয়াকরণ ক্ষমতা :
নিম্ন-K টো (যেমন, 3K) : পাতলা এবং নরম কাপড় যা দুর্দান্ত ড্রাপযোগ্যতা সহ আসে। সংকীর্ণ বা জটিল ছাঁচে ব্রিজিং বা কুঁচকানো ছাড়াই নিখুঁতভাবে খাপ খায়। জটিল জ্যামিতির জন্য আদর্শ।
উচ্চতর-K টো (যেমন, 12K) : দৃঢ় কাপড় যা তীক্ষ্ণ প্রান্তে ব্রিজিং বা কুঁচকানোর প্রবণতা দেখায়। সমতল প্যানেল বা মৃদু বক্রতার জন্য উপযুক্ত।
শক্তি (প্রধান ব্যাখ্যা) :
শক্তি/মডুলাস একক ফিলামেন্টের k-মান দ্বারা প্রভাবিত হয় না; এটি ফাইবারের মানের উপর নির্ভর করে (যেমন, T300, T700, T1000)।
সংমিশ্রণ শক্তি নিয়ন্ত্রিত হয়: তন্তু গ্রেড, রজন বৈশিষ্ট্য, প্লাই ডিজাইন এবং উত্পাদন মান দ্বারা .
পরোক্ষ K-মান প্রভাব : মোটা তাঁত (যেমন, 12K) কাপড় বোনার সময় কঠোর বাঁকের কারণে সামান্য কর্মক্ষমতা হ্রাস পেতে পারে। তবুও, বাস্তবে, ডিজাইন এবং প্রক্রিয়াকরণ শক্তির ফলাফলকে প্রাধান্য দেয়।

খরচ :
উচ্চতর-K তাঁত সাধারণত ওজনের প্রতি একক খরচ কম হয়। আরও ফিলামেন্ট বাঁধাই করা (যেমন, 12K এর তুলনায় 4x3K) উৎপাদন দক্ষতা উন্নত করে।
রজন ভিজানো (গুরুত্বপূর্ণ প্রক্রিয়া উপাদান) :
নিম্ন-K টো (যেমন, 3K) : বৃহত্তর পৃষ্ঠতল এলাকা এবং রজন প্রবাহের ছোট পথ ভালোভাবে প্রবেশাধিকার সক্ষম করে, উচ্চমানের সংমিশ্রণের জন্য ফাঁকা স্থান/শুষ্ক স্থান হ্রাস করে।
উচ্চতর-K টো (যেমন, 12K) : কোরের মধ্যে রজন প্রবেশ কঠিন। খারাপ প্রক্রিয়াকরণ কেন্দ্রে শুষ্কতা ঘটাতে পারে, দুর্বল বিন্দু তৈরি করে। উন্নত প্রযুক্তি (যেমন, RTM, ভ্যাকুয়াম ইনফিউশন) প্রায়শই অপরিহার্য হয়ে ওঠে।
ডঃ প্রতিশক্তি ব্যাপক স্পেসিফিকেশন সরবরাহ করে
ডঃ রেইনফোর্সমেন্টে, আমরা 3K থেকে 24K পর্যন্ত উচ্চমানের কার্বন ফাইবার টোসের সম্পূর্ণ পরিসর সরবরাহ করি, যা বিভিন্ন ডিজাইন এবং প্রয়োগের প্রয়োজনীয়তা পূরণ করে। আপনি যাই অগ্রাধিকার দিন না কেন - পৃষ্ঠের সমাপ্তি, কার্যকর লে-আপ বা খরচের লক্ষ্য, আমাদের কাছে সঠিক স্পেসিফিকেশন রয়েছে। বিশেষজ্ঞ পরামর্শ এবং প্রযুক্তিগত সহায়তার জন্য যেকোনো সময় আমাদের সাথে যোগাযোগ করুন।
ইমেইল:[email protected]
ওয়াটসঅ্যাপ:86 19121157199
 গরম খবর
গরম খবরআমাদের সর্বশেষ স্টাইল এবং অফারগুলি সবার আগে পান।
রুম 440, হার্ডওয়্যার বিজনেস বিল্ডিং, লেন 2511, হুসোং রোড
কপিরাইট © 2026 রেইনফোর্সমেন্ট ডক্টর শাংহাই কনস্ট্রাকশন টেকনোলজি কো., লিমিটেড। সমর্থিত স্বত্ব।গোপনীয়তা নীতি